
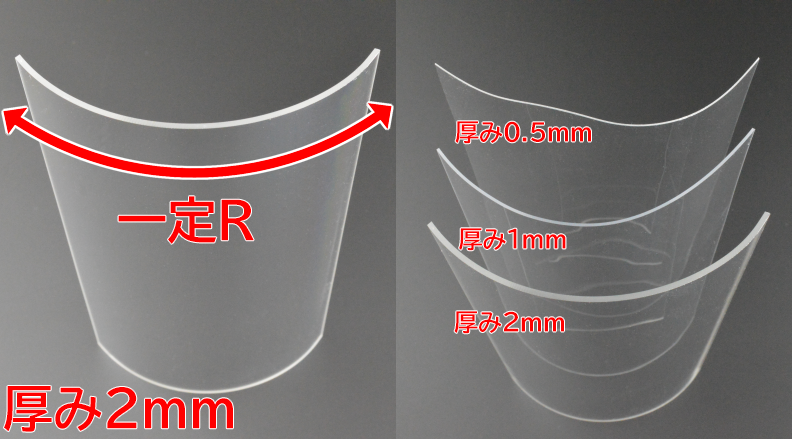
板厚を一定以上にすることで、R曲げ加工の品質向上・コストダウン
一定以下の板厚であっても加工ができないというわけではなく、特殊な方法を用いることで、高品質なR曲げ加工を実現することができます。ただし、成形型・曲げ加工プロセスの変更が必要なため、...

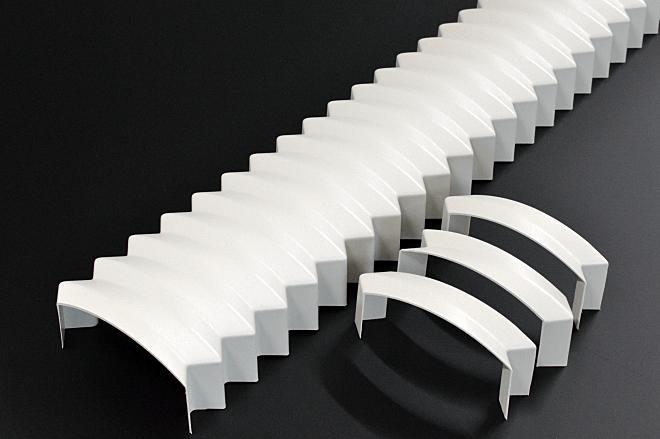
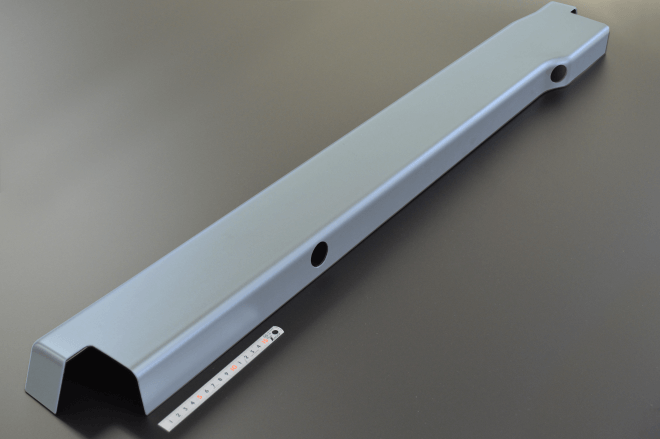
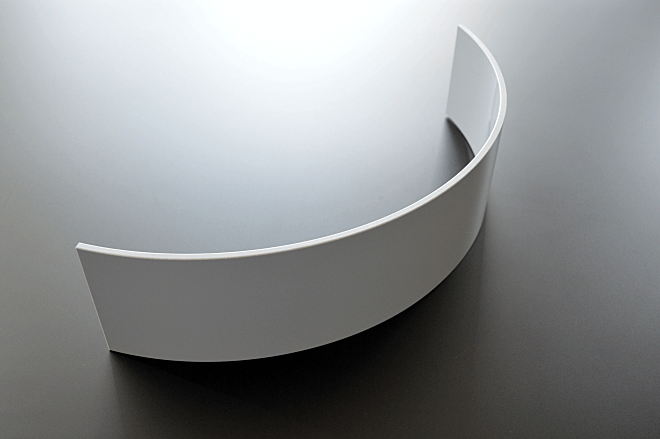
通常、10R程度の曲げ加工の指示があった場合、R曲げ加工により上図のような製品を製作します。このR曲げ加工は、加熱範囲が広く、加熱により縮小を考慮する必要があるため、ご要望のサイズより少し大きい材料を使用し、曲げ加工後にトリミング加工や穴加工を施します。


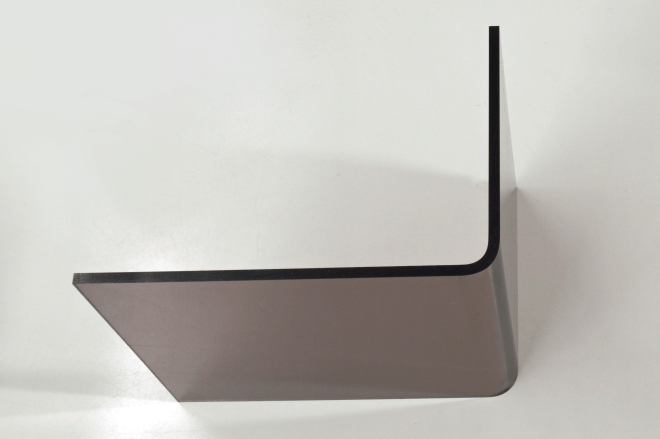
こういった場合、特に曲げRにこだわりがなければ、折り曲げ加工にて製作することを推奨します。折り曲げ加工では、加熱範囲が狭く熱による縮小をコントロールすることができます。そのため、曲げ加工前にトリミング加工や穴加工を施すことが可能となり、大幅なコストダウンにつながります。
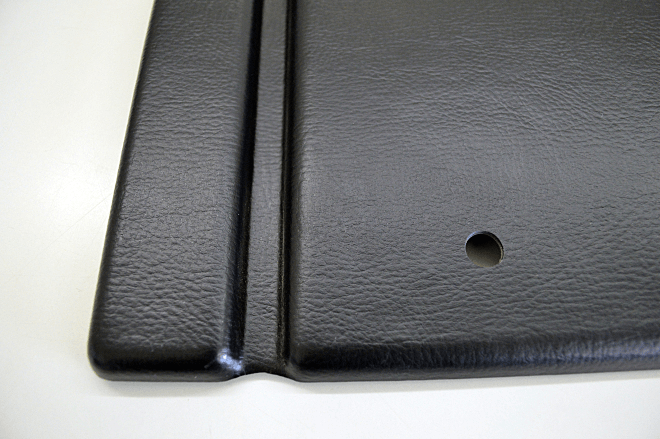

曲げ加工後にトリミングや穴加工等を施す場合、ワークの固定に専用の治具が必要となり、加工費が高くなります。反対に曲げ加工前に、トリミングや穴加工等を施すと、無駄な加工費を削減することが可能です。ちなみに、折り曲げ加工では内2~3R程度となります。