PC(ポリカボネート)の曲げ加工は難しい?高精度な曲げ加工のポイント
PC(ポリカーボネート)は優れた耐衝撃性や耐候性、耐熱性を誇る素材であり、様々な産業分野で幅広く利用されています。しかし、曲げ加工においては特有の難しさがあり、高い精度を求めるには...
PC(ポリカーボネート)は優れた耐衝撃性や耐候性、耐熱性を誇る素材であり、様々な産業分野で幅広く利用されています。しかし、曲げ加工においては特有の難しさがあり、高い精度を求めるにはいくつかの重要なポイントを押さえる必要があります。当記事では、そんなPC(ポリカーボネート)の曲げ加工の難しさと曲げ加工のポイントをご紹介します。
PC(ポリカーボネート)の曲げ加工が難しい理由は大きく下記の5点となります。
PC(ポリカーボネート)は高い耐熱性を持つため、軟化しづらいという特性があります。曲げ加工に必要な軟化温度に達するまで十分に加熱する必要があります。
軟化しづらいPC(ポリカーボネート)ですが、反対に加熱温度が高すぎると、発泡し外観や強度を損なう可能性があります。
適切に熱をコントロールしないと、曲げ部分がベコベコになる可能性があります。そもそも製品として成り立たないといったケースも珍しくありません。
PC(ポリカーボネート)は、加熱・冷却時の熱収縮が大きいため、寸法精度を維持するのが困難です。
PC(ポリカーボネート)は透明性が高く、高温での加熱が必要となるため、表面が軟化し、わずかな型跡も転写しやすく、外観品質を損なうリスクが非常に高いです。
では、高精度な曲げ加工を実現するためには、どうすればよいのでしょうか。
上述の通り、PC(ポリカボネート)は材質特性上、軟化しづらく、発泡しやすいという特性があります。この特性を押さえた上で、製品の形状、厚み、材料のグレード、シボの有無等を考慮し、適切な加熱を行う必要があります。
単に適切な加熱を行うのみならず、材料全体を均一に加熱することが重要です。仮に、部分的な温度差が酷い場合には、「一部が綺麗に曲がらない…」「一部が発泡した…」なんて事態につながる恐れもあります。
PC(ポリカボネート)は、そもそも光沢がある素材です。ただし、仮に型に押し付ける際の圧力を強くしすぎると、光沢を損ねる可能性があります。そのため、圧力のかけ方にも注意を払い、光沢を活かす加工を行うことが重要です。
前述の通り、PC(ポリカボネート)は熱収縮の激しい材料であるため、急冷すると縮みが大きくなり、狙った寸法・精度から外れる恐れがあります。したがって、急冷を避け、ゆっくり冷却するよう心がけましょう。
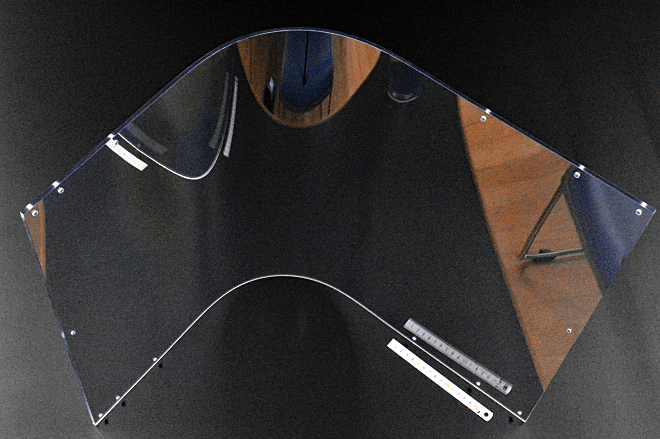
材質はPC(ポリカーボネート)の板厚5mmの製品となります。寸法はL約800×H200mm程度です。全面加熱でR曲げ加工を行い、その後外周をカットしてNCルーターで切り欠きを加工しました。
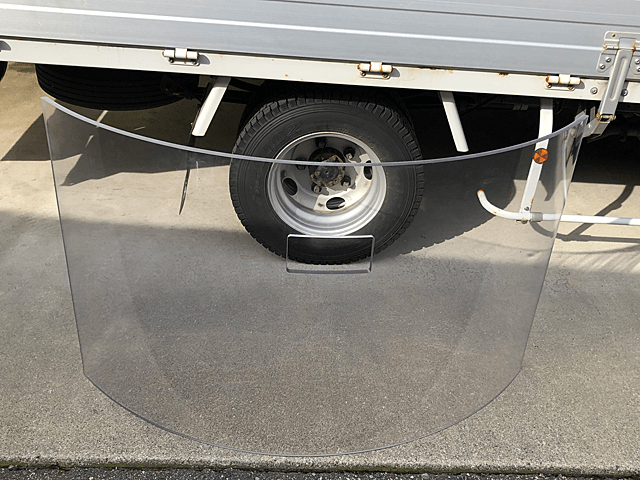
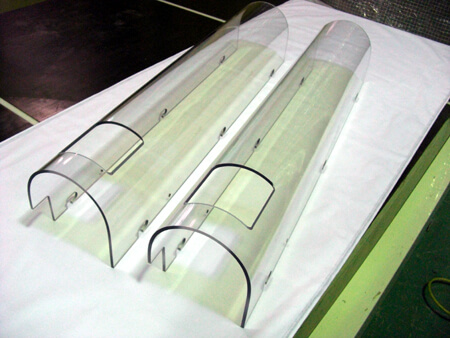
こちらは、材質PC(ポリカーボネート)透明、板厚は15mm程度となります。寸法は円弧長が約1850mm、長さ約800mmです。R曲げ加工後に5軸NCルーターでトリミング加工しました。R寸法は後で矯正出来ないほどに剛性がありますので正確に曲げる必要があります。
いかがでしょうか。今回は、PC(ポリカボネート)の曲げ加工をご紹介しました。三栄プラテックでは、樹脂のR曲げ加工を得意としています。また、特に加工が難しいPCを綺麗に曲げ加工できる技術を保有しており、豊富な加工実績があります。「狙い通りのR寸法を実現する曲げ加工を行ってほしい…」なんてお悩みがございましたら、お気軽に当社にご相談ください。