狙い通りのR寸法を実現する三栄プラテックの樹脂曲げ加工
三栄プラテックでは、30年以上R曲げ加工について研究を重ねてきました。始めた当初は加熱電気炉でさえほとんど普及してなかったため、自社でガスを使った加熱方式や、トタンを使った曲げ型な...
三栄プラテックでは、30年以上R曲げ加工について研究を重ねてきました。始めた当初は加熱電気炉でさえほとんど普及してなかったため、自社でガスを使った加熱方式や、トタンを使った曲げ型など試行錯誤を繰り返してまいりました。その数々の失敗と成功を積み重ねて経験を積み、ノウハウを得てきました。
現在では、R曲げ加工を非常に得意としており、お客様のご要望に沿った狙い通りのR寸法を実現する曲げ加工技術を保有しています。当記事では、そんな当社が狙い通りのR寸法を実現するために行っているポイント・工夫について、ご紹介します。
まずは、改めて樹脂のR曲げ加工とは、どういったものか解説します。R曲げ加工とは、熱可塑性樹脂のシートを加熱し軟化させ曲げた後に、冷却を行いそのままの形状で固化し曲げ形状を実現する加工方法を指します。透明プラスチックシートを美麗な表面と光学的特性を保ったまま立体的に成形するという点において、金属やガラスにはない特徴を活かした加工方法といえます。
一方で、熱可塑性樹脂のシートが素材であるため、加熱は行うものの射出成形等とは異なり、樹脂素材の表面状態を維持し加工を行った後、そのまま仕上げとします。そのため、最適な条件で加工を行わなければ、表面が軟化しすぎて曇りや型跡などの様々な問題が発生するというデメリットがあります。その上、金属に比べて熱収縮が数倍大きいので、ベコつき、形状異常などのトラブルも発生しやすいといえます。
つまり、樹脂のR曲げ加工には非常に高度な経験とノウハウが求められるのです。
では、本題である三栄プラテックが狙い通りのR寸法を実現するために行っている工夫についてご紹介します。
樹脂のR曲げ加工では、Rの大きさと材料の厚みに応じて、加工条件を最適化することが何より重要です。具体的には、これらに応じて、加熱・圧力・型の形状などをはじめとする加工条件を調整することで、歪みや反りを抑制し、狙い通りのR寸法を実現できるように努めています。
当然のことながら、樹脂材料ごとに加熱特性は大きく異なるため、各素材の特性を十分に理解することが非常に重要です。例えば、PC(ポリカーボネート)は透明プラスチックの中でも耐熱性や耐衝撃性が高いですが、加熱すると発泡や収縮が起きやすい上、軟化しづらいことが特徴で、加工時には細心の注意が必要です。三栄プラテックでは、各樹脂素材の特性をしっかりと把握した上で、材料特性に合わせた加工条件の設定・加工時の工夫を行うことでR寸法の精度向上を実現しています。
当社では、長年の経験からR寸法と表面外観はトレードオフの関係にあると考えています。例えば、R寸法の精度を求めて加熱しすぎると、表面が柔らかくなり、型跡が転写される可能性が高まります。一方で、表面外観を求めて加熱を弱めると、狙った通りのR寸法は実現できないことがあります。当社では、このようなR寸法と表面外観のトレードオフ関係をしっかりと考慮した上で、お客様の要望に応じたR曲げ加工を行っています。
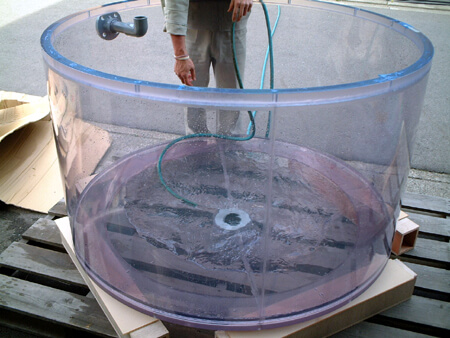
当製品の材質はPVC(塩ビ)となります。立ち上げは10mm、底部分は15mmで緩やかな円錐状になっております。R曲げ型はかなり大きなものになり、軽自動車ほどあります。複数台あるので曲げた後は5軸NCルーターを使用し、外周を正確にバラツキ無くカットしています。底部分は材料を溶接で繋いでからプレス曲げで円錐形にしてます。写真は水漏れ箇所が無いか確認するために水を入れているところです。
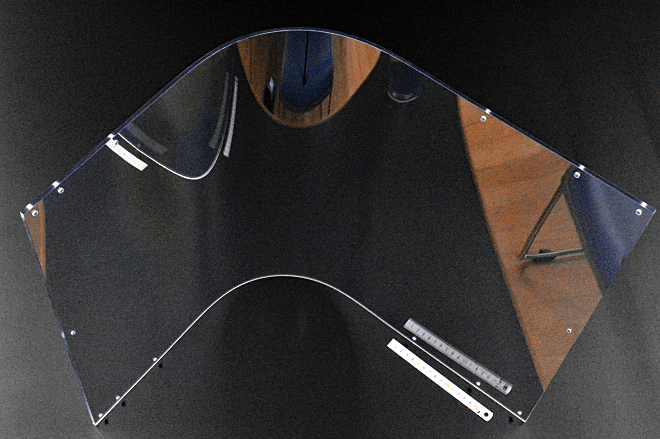
材質はPC(ポリカーボネート)の板厚5mmの製品となります。寸法はL約800×H200mm程度です。全面加熱でR曲げ加工を行い、その後外周をカットしてNCルーターで切り欠きを加工しました。
いかがでしょうか。今回は、狙い通りのR寸法を実現する樹脂曲げ加工のポイント・工夫をご紹介しました。三栄プラテックでは、樹脂のR曲げ加工を得意としています。また、特に加工が難しいPCを綺麗に曲げ加工できる技術を保有しており、豊富な加工実績があります。「狙い通りのR寸法を実現する曲げ加工を行ってほしい…」なんてお悩みがございましたら、お気軽に当社にご相談ください。